
Современные камеры напыления порошковой краски должны отвечать следующим требованиям и обеспечивать:
-Минимальные невозвращенные расходы порошковой краски;
-Автоматический возврат порошковой краски, которая пролетела мимо деталь, в цикл напыления для ее повторного использования;
-Предотвращения попадания порошковой краски за пределы камеры;
-Экономичность;
-Безопасность эксплуатации.
Минимальные расходы порошковой краски зависят от эффективности сбора краски, которая в процессе напыления пролетела мимо детали, и повторного ее использования. Процесс возвращения порошковой краски, которая пролетела мимо деталь, в цикл напыления называется — рекуперация.
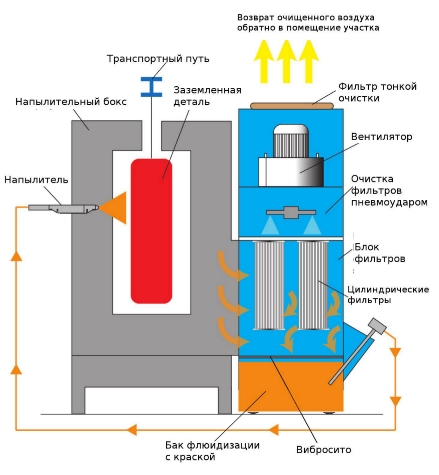
В современных камерах процесс рекуперации осуществляется автоматически. Порошковая краска, которая пролетела мимо изделия, оседает на цилиндрических фильтрах, с помощью пневмоударов ссыпается в бункер камеры напыления. Перед возвращением в процесс напыления, краска проходят сквозь специальное вибросито выполнено из нержавеющей стали, которое встроено в бункер с системой флюидизации. Вибросито служит для очистки порошковой краски от мусора, который не должен попадать на детали в процессе напыления.
Флюидизация — процесс псевдоожижения (разрыхления) порошковой краски. Флюидизация используется для равномерной подачи краски в напылитель и предотвращает залегание краски. Для организации флюидизации, под специальную микропористую плиту под давлением подается воздух, который, проходя сквозь плиту, равномерно распределяется по всей ее плоскости, проходит сквозь краску разрыхляя и осушая её.
Плавная подача краски позволяет наносить равномерный слой покрытия на детали. Система пневмоударов цилиндрических фильтропатронов обеспечивает их своевременную очистку. При отсутствии такой системы — нет возможности организовать автоматическую рекуперацию порошковой краски. Краска, которая пролетела мимо деталь остается на фильтрах, загрязняя их. Загрязненные фильтры пропускают через себя меньшее количество воздуха, что приводит к уменьшению тяги в камере. Воздушные потоки ослабевают и создается опасность выхода краски за пределы камеры и загрязнения участка покраски.
Использование нержавеющей стали для панелей камеры напыления, затрудняет налипание порошковой краски на стенах камеры за счет высокой гладкости панелей и слабых магнитных свойств нержавеющей стали. Также использование нержавеющей стали ускоряет процесс перехода из одного цвета порошковой краски на другой, для этого достаточно обдуть внутренние стенки камеры и заменить комплект цилиндрических фильтров.
Сокращение времени на очистку камеры означает экономию в процессе порошковой покраски, особенно при частой смене цвета.
Во время работы, камера потребляет много воздуха, который, смешиваясь с порошковой краской образует порошково-воздушную смесь. Конструкция камеры должна обеспечивать возможность возврата очищенного воздуха в помещение участка порошковой окраски. Если очищенное воздуха не возвращается в помещение, а удаляется с него наружу, тогда для компенсации утраченного воздуха в цех нужно организовывать подачу воздуха извне. В холодное время года этот воздух нужно нагревать, что приводит к дополнительным затратам на обогрев помещения.
Безопасность эксплуатации камеры напыления порошковой краски — во время напыления порошковой краски образуется воздушно-порошковая смесь. При недостаточной производительности системы вентиляции концентрация порошковой краски может образовывать легковоспламеняющуюся и взрывоопасную смесь, которая занимается от искры. Для предотвращения возникновения такой ситуации камера должна быть оборудована системой контроля разрежения вентиляционного воздуха. При уменьшении разрежения меньше установленной нормы система блокирует работу установки напыления для предотвращения возникновения опасно концентрации порошковой краски и её воспламенения от искры.